Software > GR6 - PP
Steuerungssystem für Roboter mit 6 Achsen
Verwaltungssystem für Roboter mit 6 Achsen, das auf einem industriellen Fanless-PC (ohne Lüfter) basiert, der mit einem Intel Prozessor N270 mit 1,6 GHz ausgestattet ist.
Die Positions- und Geschwindigkeitskontrolle der Roboterachsen wird über Digitalantriebe mit DSP ausgeführt, womit die Achsenhöhe alle 400 Mikrosekunden aktualisiert wird.
Der industrielle PC hat über einen auf industrial ethernet basierenden Bus – derzeit der schnellste im Handel – Zugriff zu den Digitalantrieben.
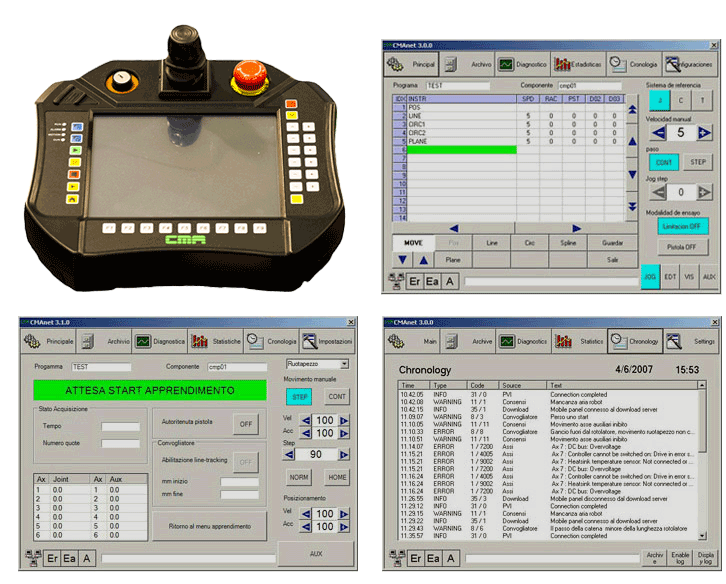
Die Benutzer-Schnittstelle wird auf der tragbaren, mit Intel Prozessor PXA 270 mit 416 MHz und Betriebssystem Windows CE ausgestatteten Bedientafel angezeigt.
Die Programmierungseinheit hat ein Display 6,5 TFT Farb-Touch Screen mit einer Größe von 8,6 Zoll und einer Auflösung von 640x480 und ist mit einem Totmann-Sicherheitsschalter mit drei Positionen für die PTP Programmierung, einer Not-Aus Pilztaste und einem Touch Screen-Deaktivierungsschlüssel ausgestattet.
Die Programmierung kann nicht nur über den Monitor, sondern auch über eine Tastatur für die am häufigsten verwendeten Funktionen sowie über einen analogen Joystick mit drei Freiheitsgraden erfolgen.
EINIGE FUNKTIONEN
- Programmieren und Selbsterlernen unter Verwendung eines Joysticks, der am Handgelenk des Roboters angebracht wird;
- Punkt-zu Punkt Programmierung unter Verwendung der tragbaren Bedientafel;
- Lineare und kreisförmige Interpolation;
- Hilfe in Linie für die PTP Programmierung;
- Selbstlernprogrammierung mit Synchronisierung des Förderers; das Programm wird mit laufendem Förderer erzeugt, somit ist die Ausführungsgeschwindigkeit des Programms an die Geschwindigkeit des Förderers gebunden;
- Selbstlern- und PTP-Programmierung mit stillstehendem Werkstück und Ausführung des Programms auf dem in Bewegung stehenden Stück (line-tracking);
- Testmodalität der PTP Programme, Ausführung der Anleitungen mit Vorwärts- und Zurückschritten zur Kontrolle der gespeicherten Punkte;
- Ausführung mit Geschwindigkeitsbegrenzung;
- Versetzung einer Komponente in den kartesischen Raum (x y z);
- Bis zu 6 Hilfsachsen, von denen 3 in Interpolation verwendbar sind (falls vorgesehen);
- bis zu 8 analogen Ausgängen zur Geschwindigkeitskontrolle des Förderers und der Beschichtungsparameter;
- PID Mengenkontrolle des in der Kontrolle integrierten pulverbesprühten Produkts;
- vollständige Überwachung des Maschinenzustandes, der Achsenhöhe bis zur Stromaufnahme der Elektromotoren;
- Alarmdiagnose mit Fehleranzeige am Display und tägliche Speicherung der im Excel-Format unterlaufenen Fehler;
- Produktionsstatistik: Datum und Uhrzeit zu Beginn des Loses, Datum und Uhrzeit am Ende des Loses, Anzahl der bearbeiteten Werkstücke, Nutzung der gesamten Arbeitszeit, Menge des verbrauchten Lacks (sofern vorgesehen).